Email format error
Email cannot be empty
Email already exists
6-20 characters(letters plus numbers only)
The password is inconsistent
Email format error
Email cannot be empty
Email does not exist
6-20 characters(letters plus numbers only)
The password is inconsistent



Industrial High Accuracy Automatic Conveyor Belt Metal Detector Machine Food Metal Detector Machine For Both Dry And Wet Food
-
≥1/piece
USD 2,799.00
The Conveyor Metal Detector is an industrial-grade, high-accuracy automatic machine designed specifically for detecting metal contaminants in various food products. With its advanced technology and robust construction, it ensures the safety and quality of both dry and wet food items during the production process.
Description of Product
This conveyor metal detector employs cutting-edge technology to accurately identify and eliminate metal contaminants from food products passing through its conveyor belt system. Engineered for industrial use, it offers a seamless integration into food processing lines, providing reliable detection without compromising production efficiency. Its intuitive design facilitates easy operation and maintenance, making it an indispensable asset for ensuring food safety and compliance with industry regulations.
Features of Product
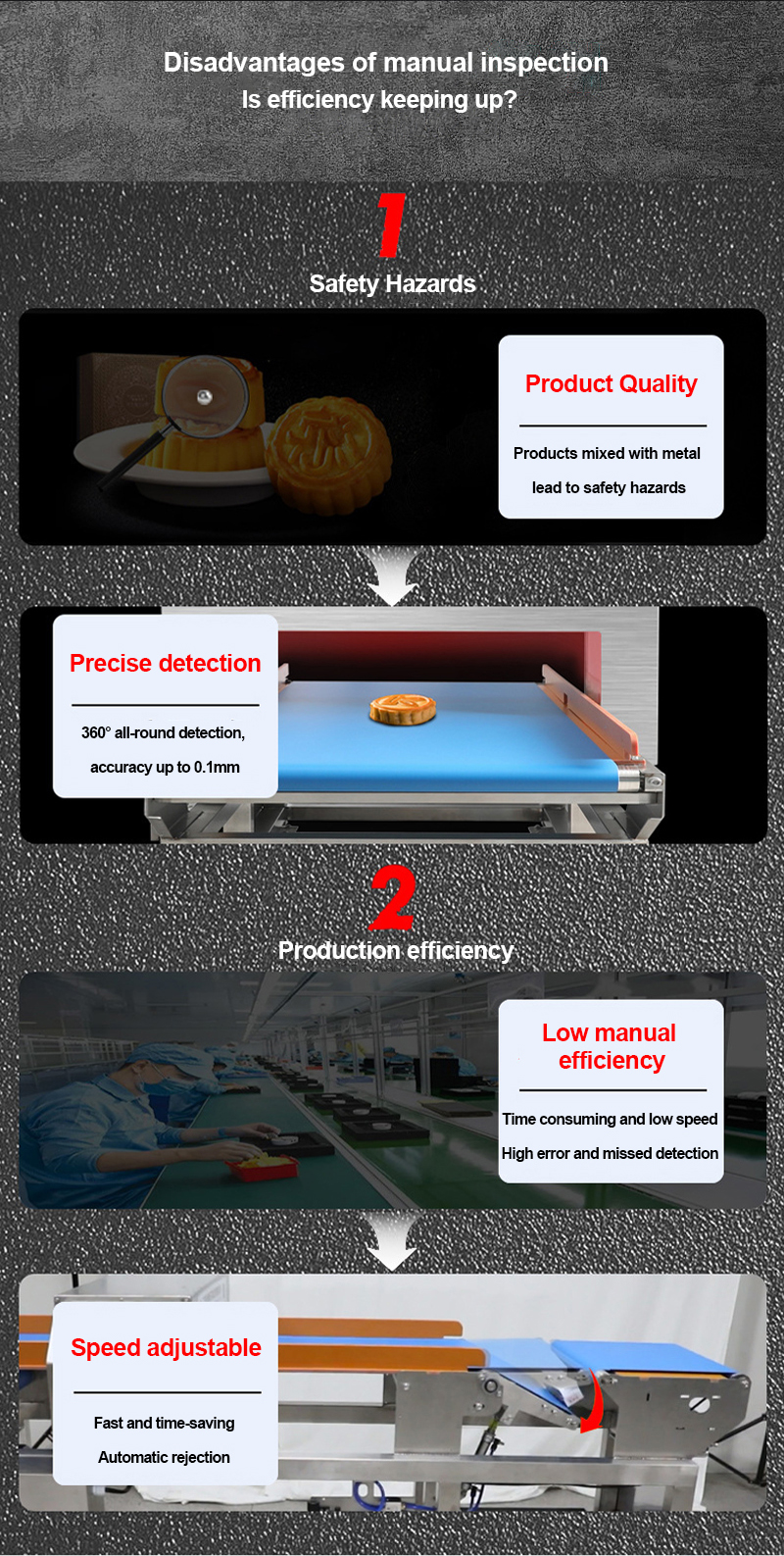
1. High Accuracy Detection: Utilizes advanced sensors and algorithms to achieve precise detection of metal contaminants.
2. Automatic Conveyor Belt System: Integrates seamlessly into production lines for continuous inspection of food products.
3. Suitable for Dry and Wet Foods: The versatile design allows for reliable detection in various food types and processing conditions.
4. Robust Construction: Built to withstand harsh industrial environments, ensuring long-term reliability and durability.
5. User-Friendly Interface: Intuitive controls and a user-friendly interface make operation and maintenance hassle-free.
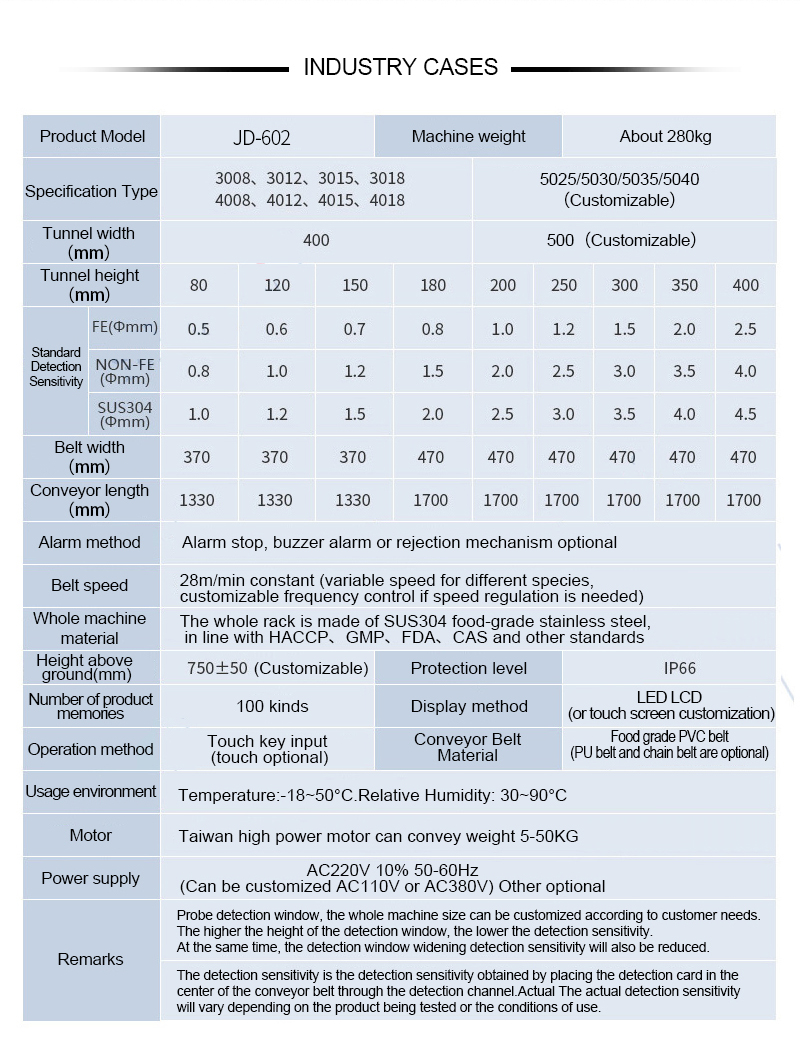
6. Customizable Settings: Adjustable sensitivity levels and detection parameters accommodate different product specifications and processing requirements.
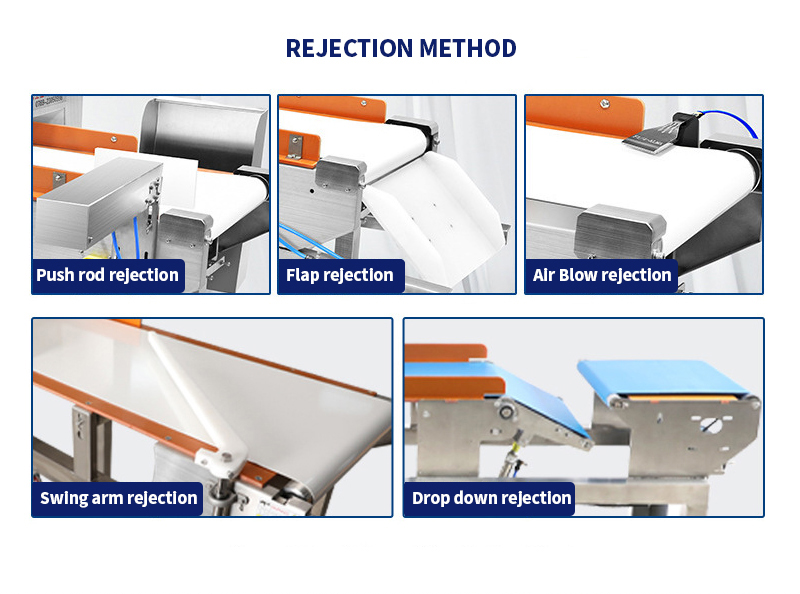
7. Audible and Visual Alarms: Alert operators of detected contaminants, enabling prompt intervention to maintain product quality.
8. Compliance Assurance: Helps food manufacturers meet regulatory standards and ensure consumer safety.
Advantages and Benefits of Product
1. Enhanced Product Safety: It detects and removes metal contaminants, safeguarding consumers from potential health risks associated with contaminated food products.
2. Increased Efficiency: Integrates seamlessly into production lines, minimizing downtime and optimizing overall productivity.
3. Cost Savings: Prevents product recalls and potential damage to equipment caused by undetected contaminants, leading to significant cost savings for manufacturers.
4. Regulatory Compliance: Assists food manufacturers in meeting stringent industry regulations and standards, fostering consumer trust and brand reputation.
5. Versatile Application: Suitable for a wide range of food products, including both dry and wet items, ensuring comprehensive contamination detection across various production processes.